1-800-805-5783
1-800-805-5783  GET A QUOTE
GET A QUOTE
![Blog-[x]cube LABS](https://d6fiz9tmzg8gn.cloudfront.net/wp-content/uploads/2016/06/blog_banner.jpg)


By [x]cube LABS
Published: Apr 19 2019

Industry 4.0 is currently generating tremendous noise and drift for data exchange and automation in manufacturing technologies together with IoT, cloud computing, cognitive computing, and cyber-physical systems. Mobile technology is one of the fundamental driving forces behind Industry 4.0, creating “smart factories” and streamlining manufacturing operations with mobility. While most of them have been slow to adopt the benefits of technology, manufacturers aren’t unaware of the substantial tangible improvements other industries are undergoing with the implementation of mobile technology and organizations are noticing improvements in their divisions. Mobility in manufacturing is bringing intensification across all divisions, optimizing from the shop floor to the warehouse to management. Even IT leaders cannot overlook the hazard of production downtime and competitive benefits of improving productivity using mobile devices and solutions.
The Need for Mobility Solutions in Manufacturing Companies
While global expansion strategy forms the core of the emerging need for mobility solutions in most of the manufacturing companies, it is equally important to meet the ever-growing expectations of consumers and stakeholders in the ecosystem. For example, an automobile manufacturer sold auto spare parts to its partners. As the demand for spare parts increased, they felt the need and launched a mobile app to manage the demand-supply gap. Now consumers can place an order for more spare parts online. This helps them reduce cost and improve productivity in the long way. Therefore, to remain competitive, manufacturers must look out for efficiencies in production and the capacity to deliver a broader mix of customized products. This demands operational processes and production lines to be integrated and flexible to allow fast configuration changes and reduced load times, without compromising on quality or safety.
Adoption of mobility solutions by manufacturing enterprises helps to improve their capacities which manifest in the form of improvement in enterprise processes.
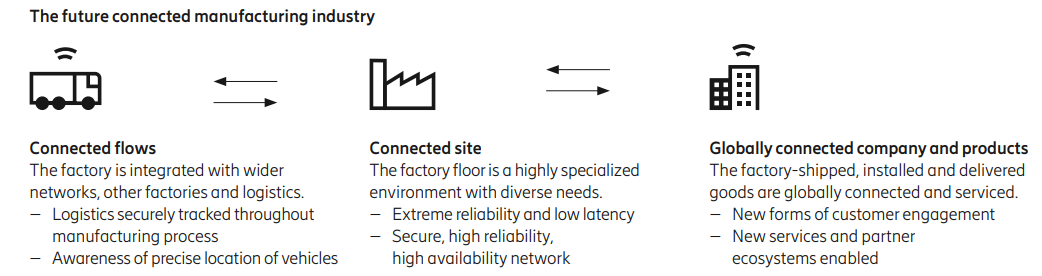

Credit: Ericsson Mobility Report June 2018
81% of Industrial Manufacturing CEOs said that they plan to rely on operational efficiencies to bolster growth via enhanced competitiveness. Share on XKey Advantages of Mobility Solutions
Data and information play a crucial role in implementing business processes right from marketing to manufacturing. Mobility holds the key to the prospect of managing your business from anywhere at any time. Moreover, it shares real-time updates for decision makers. Mobility also provides information during an emergency and therefore manages the uncertain situations well
Portability – Mobile apps are designed for on the go, anytime usage. The right mobile solution can reduce the need to return to a fixed-point to review checklists, receive information or fulfill orders. For example, tablets allow workers to conduct quality checks, send out alerts for any problems and instantly update job status on an order or machines.
Real-Time Problems / Real-Time Solutions – Instead of anticipating problems and outcomes based on earlier performance and trends, it is critical for organizations to have the ability to figure out an issue while there is time to correct it. Learning about errors, malfunctions or other problems after the fact, could delay progress, whereas the management team and staff can be alerted instantly of issues in real-time. Therefore situational awareness can extend the reaction time and lead to positive outcomes and better customer relationships as well.
Accessibility Increases Worker Productivity – Choosing mobile tablets can lead to better productivity of warehouse workers as people respond well to current technology which is easy to understand. Rather than having to visit the fixed workstation repeatedly, workers can perform tasks on the go. Employees are already embracing mobility in their personal life, therefore the traditional learning curve when introducing innovative technology, systems or processes are reduced to a great extent and will arguably, disappear in a few years’ time.
Precision Monitoring – With GPS locations in vogue, it allows manufacturing organizations to analyze their logistics and figure out where they are being inefficient or losing time in their freight management duties. Instant updates allow team leaders to check the status of any order at any time, or to find raw materials and goods arriving instantly. For businesses with active on field sales staff(s), the ability to both check inventory and input sales on the go increases efficiency tremendously and can boost customer relationships in the process.
Mobility in the manufacturing industry is trending like other industries and is the reason many companies give mobile devices to their staff and discourage BYOD to avoid risk. However, for the company-owned devices as well, organizations should be extra vigilant for the security of the devices as well as business data. Organizations need to address security concerns and place adequate security measures for mobile device management to prevent data theft and misuse of the devices for personal entertainment which eventually leads to wastage of time and productivity decline.
86% of CEO's say a clear vision of how Digital technologies including Mobile can create competitive advantage is key to the success of their investments. Share on XSome Operational Benefits of Mobility
Reduce Time to Market and Achieve Optimal Efficiency
In this increasingly connected world, manufacturing intelligence is the new normal. The choice of connectivity determines the planning, materials, build quality and flexibility of a manufacturer’s digital foundation. This adds to the possibilities and ultimately increases the value it brings to their operations, enabling smarter resource management. It affects which equipment and operations can be connected, how many assets and processes can run simultaneously, and how well it scales beyond one geographical site to achieve optimal efficiency. Mobility is helping with data collection, and manufacturers are applying advanced pattern detection and predictive analytics to simplify steps and eliminate delays by pulling the right levers to get ahead of production cost trends and generate good market speed.
Bottom Line
Mobility is making manufacturers compete in their prospects and customers timeframes while delivering higher value in less time than before. Therefore manufacturers and their suppliers must generate and share vast amounts of digital data about the design, dimensions, quality, and location of components. Additionally, tracking their journey through the factory and beyond is imperative. They must manage complex flows of physical materials and become data managers. Yes, we anticipate a growth in the number of data engineers in the flexible plant to almost double between now and 2030.